ET220 Postes metálicos curvos para AP con zocalo en lamina faceteada
- Contenido
1. OBJETO
Establecer las condiciones que deben satisfacer los postes metálicos curvos para alumbrado público con zócalo en lamina faceteada, los cuales se consideran adecuados para reducir la vulnerabilidad de las luminaria s ante el hurto y el vandalismo, por su disposición constructiva que dificulta el escalamiento del poste y que introducen un componente decorativo en el contexto urbano.2. ALCANCE
Se aplicará a postes metálicos del tipo curvo que se empleen en el servicio de alumbrado público por Enel Colombia S.A. ESP en Bogotá D.C. Se tienen tres tipos de postes: con brazo sencillo, con brazo doble y con brazo doble propósito. Deben poseer excelentes características técnicas de desempeño, durabilidad y calidad.3. CONDICIONES AMBIENTALES
El ambiente donde serán instalados los postes metálicos podrá tener las siguientes características dentro del área de concesión de Enel Colombia S.A. E.S.P, bajo las siguientes condiciones:| CARACTERÍSTICAS AMBIENTALES | |
| a. Altura sobre el nivel del mar | 2600 m |
| b. Ambiente | Tropical |
| c. Humedad | 90% |
| d. Temperatura máxima y mínima | 27 ºC y - 5 ºC respectivamente. |
| e. Temperatura promedio | 14 ºC. |
4. CONDICIONES DE SERVICIO
Los postes serán instalados en zonas con alta contaminación y expuestos al vandalismo dentro de la cobertura de Enel Colombia S.A.5. SISTEMAS DE UNIDADES
En todos los documentos técnicos se deben expresar las cantidades numéricas en unidades del sistema Internacional. Si se usan catálogos, folletos o planos, en sistemas diferentes de unidades, deben hacerse las conversiones respectivas.6. NORMAS RELACIONADAS
Las siguientes normas y estándares deberán ser usados en el diseño y fabricación de los postes metálicos| NORMA | DESCRIPCIÓN | |
| ASTM | A123 | Standard Specification for Zinc (Hot Dip Galvanized) Coatings on Iron and Steel products |
| ASTM | A153 | Standard Specification for Zinc Coating (Hot Dip) on Iron and Steel Hardware |
| AWS | D.1.1 | Structural Welding Code |
| ASCE | Manuals and Reports on Engineering Practice No 72 – Design of Steel Transmission Pole Structures | |
| NTC | 1 | Ensayo de doblamiento para productos metálicos |
| NTC | 2 | Ensayos de tracción para productos de acero. |
| NTC | 23 | Determinación gravimétrica de carbono por combustión directa en aceros al carbono. |
| NTC | 24 | Determinación del manganeso en aceros al carbono. |
| NTC | 25 | Determinación del manganeso en aceros al carbono. Método del Bismutato. |
| NTC | 26 | Determinación del silicio en aceros al carbón. |
| NTC | 27 | Determinación de azufre en aceros al carbono. Método de evolución. |
| NTC | 28 | Determinación del silicio en aceros al carbono. Método del ácido sulfúrico. |
| NTC | 180 | Método gasométrico para determinación de carbono por combustión directa en hierros y aceros al Carbono. |
| NTC | 181 | Aceros al carbono y fundiciones de hierro, método alcalimétrico para determinación de fósforo. |
| NTC | 422 | Perfiles livianos y barras de acero al carbono acabadas en frío. |
| NTC | 858 | Pernos y Tuercas |
| NTC | 1097 | Control estadístico de calidad, inspección por atributo, planeo de muestra única, doble y múltiple. |
| NTC | 1645 | Pernos y tuercas NTC - 1920 Metalurgia. Acero estructural. |
| NTC | 1920 | Metalurgia. Acero estructural. |
| NTC | 2076 | Electricidad. Galvanizado por inmersión en caliente para herrajes y perfiles estructurales de hierro y Acero. |
| NTC | 3320 | Siderurgia. Recubrimiento de zinc (galvanizado) por inmersión en caliente en productos de hierro y Acero. |
| NTC | 2120 | Electrotecnia. Guía para inspección de soldadura por medio de ensayos no destructivos. |
| NTC | 2618 | Herrajes y accesorios para líneas y redes de distribución de energía eléctrica. Tornillos y tuercas de Acero galvanizados |
| ASTM | A-370 | Methods and definitions for mechanicals testing of steel products. |
| AWS | D 10.9 | Standard for qualification of welding procedures and welders for piping and tubing. |
| ASTM | A53 | Standard Specification for Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, Welded and Seamless. |
| ASTM | A385 | Standard practice for providing high quality zinc coatings (hot dip) |
| ASTM | A500 | Standard Specification for Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and Shapes. |
| ASTM | A563 | Standard Specification for carbon and alloy steel nuts. |
| ANSÍ / ASME | B1.1 | Unified Inch Screw Threads. |
Pueden emplearse otras normas internacionalmente reconocidas equivalentes o superiores a las aquí señaladas, siempre y cuando se ajusten a lo solicitado en la presente Especificación Técnica .
Las normas citadas en la presente especificación (o cualquier otra que llegare a ser aceptada por Enel Colombia S.A. se refieren a su última revisión.
7. DEFINICIONES
A continuación se presentan algunas definiciones:- Brida: Reborde en extremo inferior del poste metálico para acople con tornillos. También se conoce como Base metálica para anclaje al piso.
- Faceteado: Proceso de conformado de la lámina para darle forma con apariencia plana (12 caras). Se refiere a la forma de aquellos elementos que se componen de varios planos, que generalmente se obtienen por talla o retalla de una superficie para generar contrastes o resaltos.
- Zócalo: Parte inferior del poste.
8. REQUERIMIENTOS TÉCNICOS Y PARTICULARES
Los postes metálicos deben ser construidos de acuerdo con las dimensiones mostradas a continuación, teniendo en cuenta que para su fijación, en su extremo inferior deben tener una base o placa metálica cuadrada que sujeta al poste por medio de tuercas y tornillos inmersos en la base de concreto.El poste se compone de dos tramos: el primero troncopiramidal (Zócalo del poste), el segundo curvo (brazo).
La sección troncocónica tendrá un diámetro inferior 10,2” y un diámetro superior de 6.5” con una longitud de 4,00 m. La lámina será faceteada y con lámina de acero HR ASTM A 572 Gr.50 como mínimo de 4 mm de espesor.
La parte curva con tubo(s) de diámetro será de mínimo 3” y terminan en un tramo recto al final en la parte superior de 0,20 m por 2” para la instalación de la luminaria . El tubo curvo (brazo) tendrá un avance es de 1,65 m excepto el brazo de los postes doble propósito que se instalen hacia la acera los cuales tendrán un avance de un metro.
El tramo curvo (brazo) será fabricado en tubo estructural de acuerdo a la norma ASTM A 500 Gr.C de mínimo 3 mm de espesor. El poste en su totalidad deberá ser galvanizado por inmersión en caliente y acabado mediante aplicación de pintura en polvo poliéster aplicado de forma electrostática.
El tramo del poste troncocónico del zócalo será faceteado y el siguiente tramo será curvo. La unión de los tramos será atornillada, Ver figura No. 4.
El tramo faceteado se compone de doce facetas o caras realizadas de forma longitudinal tal como se muestra en la figura anexa.

Figura 1. CORTE DE PLANTA DEL TRAMO FACETEADO.
Los postes deben soportar la siguiente resistencia mecánica:
| PRUEBA DE RESISTENCIA MECÁNICA | |||
| Descripción | Carga de Rotura [Kg] | DEFLEXIÓN MAXÍMA | |
| Carga Aplicada [Kg] | Deflexión máxima en el soporte de la luminaria [mm] | ||
| Poste metálico curvo para AP con zócalo en lámina facetada. | 220 | 140 | 300 |
La prueba de carga aplica para todos los postes indicados en esta especificación.
Esta prueba aplica para cada uno de los brazos componentes de los postes curvos doble propósito, doble brazo ó brazo sencillo.
Para la puesta a tierra se debe incluir un punto de conexión tipo tornillo en acero inoxidable con arandela y tuerca de 3/8”, instalada internamente 20 cm por encima de la base de anclaje (evitando que el cable quede visible).
CARACTERÍSTICAS DEL RECUBRIMIENTO
Los postes metálicos curvos para alumbrado público serán totalmente galvanizados por inmersión en caliente (interior y exterior) y deberán cumplir con las especificaciones técnicas de la norma NTC 2076, teniendo en cuenta que su superficie deberá estar libre de burbujas, con un completo revestimiento, sin depósitos de escoria, sin manchas negras o cualquier otro tipo de inclusiones o imperfecciones.
Las láminas, se galvanizan con clase B-2 y los elementos roscados con clase C según norma NTC 2076 (ver la siguiente tabla).
| REQUISITOS DE GALVANIZADO | ||||
| ELEMENTO | PROMEDIO | MÍNIMO | ||
| gr/m 2 | µ mm | gr/m 2 | µ mm | |
| Platinas y láminas | 458 | 65,4 | 381 | 54,4 |
| Elementos Roscados | 397 | 56,6 | 336 | 48 |
Las láminas y los tubos deben ser de una sola pieza, libres de soldaduras intermedias, libres de deformaciones, fisura, aristas cortantes, y defectos de laminación. No se permiten rebabas en las zonas de corte, perforadas o punzadas. El galvanizado debe estar libre de burbujas, depósitos de escorias, manchas negras, excoriaciones y/u otro tipo de inclusiones.
La pintura de acabado exterior de los postes será de color gris RAL 7004, aunque se podrá especificar otro color según requerimientos a definir.
Los tipos de poste metálico curvo serán: poste brazo sencillo, poste brazo doble o poste doble propósito, con las siguientes opciones de alturas de montaje:
| Postes y altura | Altura sobre la vía | Andén/ciclorruta |
| Sencillo 9m | 9m | |
| Doble 9m | 9m | |
| Doble propósito 9m | 9m | 6m |
BRAZOS DEL POSTE.
Los brazos soporte de las luminarias serán curvos y construidos en tubería de 3 ” de diámetro con un espesor de minino 3 mm , en el extremo superior terminan con un tramo horizontal de 200 mm de longitud con diámetro de 2”. La unión entre el brazo y el niple de Ø2” se realiza mediante una arandela soldada con electrodo E6010 por ambas caras de la arandela (soldadura interior al niple y soldadura exterior al brazo ).
Los postes de 9 m de uno o dos brazos tendrán un avance de 1,65 m respecto al eje vertical del poste, como se indica en los planos anexos. Los brazos del poste doble propósito uno tendrá un avance de 1,65 m y el que dé hacia el andén un avance de un metro.
Estos brazos deberán ser removibles y sujetos al cuerpo del poste mediante tuercas y tornillos de fijación.
DISPOSICIONES
Las disposiciones típicas de aplicación de los postes se presentan a continuación:

Figura 2. DIFERENTES DISPOSICIONES
Para los postes de brazo doble o brazo doble propósito, en la unión de los dos deberá tener un flange de altura min 100 mm como se indica en la figura No. 2.
Para el caso de doble brazo la unión entre los mismos será desmontable mediante placa atornillada al brazo principal; ver figura No. 4. Esta unión deberá garantizar los esfuerzos a carga y flexión máximos permitidos en las pruebas mecánicas indicadas en esta especificación.

Figura 3. ALTURA DE TRAMO FACETEADO

Figura 4. DETALLE DE UNION ENTRE TRAMO FACETEADO Y TUBO CURVO

Figura 5. UNIÓN AL SOPORTE DE LA LUMINARIA

Figura 6. BRIDA DE ANCLAJE (Base metálica del poste para anclaje al piso)
La brida será en lámina de hierro HR de 390 x 390 mm con un espesor de 12 mm, bordes redondeados y cuatro huecos alargados, espaciados a 300 mm entre ejes para facilitar la instalación del poste.
El proceso de corte de la brida se realizara por medio de control numérico con tecnologías de plasma, láser o corte por medio de agua. La brida deberá estar soldada al poste mediante soldadura MIG (Metal Inerte Gas), con el objeto de mejorar la calidad de la unión y su acabado. Se deberá pulir los excesos de soldadura y resanar.
SEÑALIZACIÓN E IDENTIFICACIÓN DEL POSTE
Todos los postes deben llevar la siguiente señalización:
- Centro de gravedad. Debe llevar una franja, pintada de color negro, de 20 mm de ancho y que cubra el un cuarto de perímetro de la sección, en el sitio que corresponde al centro de gravedad.
- Además tendrá una placa de identificación en forma clara y a una altura mayor a los 2 m que indique:
• Nombre de BOG-CUN
• Nombre o razón social del fabricante.
• Longitud del poste en metros.
• Fecha de fabricación, día mes año.
• Peso del poste.
• Numero de orden de compra.
CANASTILLA DE ANCLAJE
La canastilla de anclaje en concreto estará compuesta por 4 pernos de fijación de 3/4” de diámetro por 1200 milímetros de longitud, roscados y galvanizados los primeros 150 mm. Los pernos estarán unidos por medio de varillas corrugada con diámetro de 3/8” por cada 100 mm. De igual forma las arandelas planas, de presión y tuercas serán cincadas.
| ALTURA LIBRE (H) m | BASE DE CONCRETO | BRIDA | PERNO DE ANCLAJE | ||||
| LONGITUD CIMTENTACION (H1) mm | D (mm) | A (mm) | B (mm) | PERNO Diámetro (mm) | DIAMETRO DEL ORIFICIO (mm) | LONGITUD PERNO (mm) | |
| Poste curvo 9 m | 1100 | 450 | 300 | 390 | 19 (3/4") | Alargado 22 | 1200 |
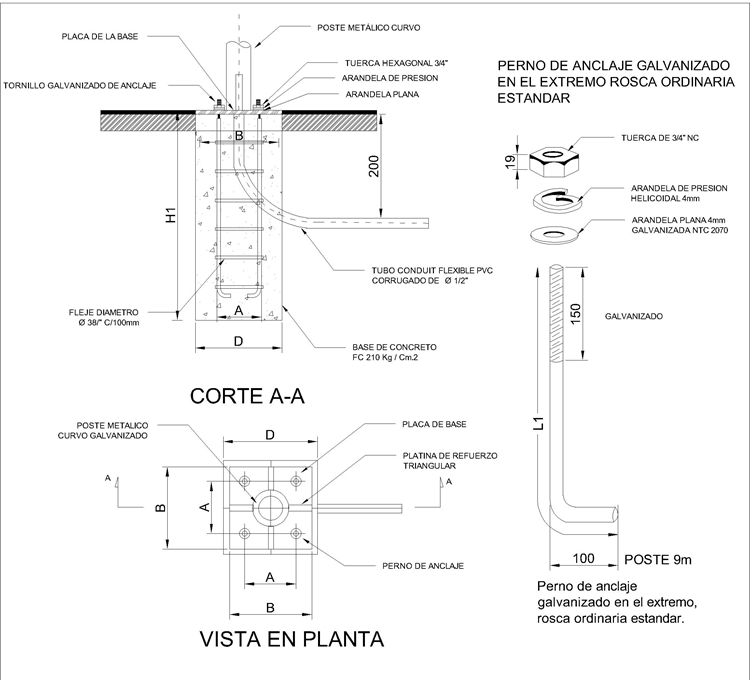
Figura 7. DETALLE CANASTILLA DE ANCLAJE
Los tornillos y las tuercas deben quedar embebidos en el concreto para evitar tropiezos de los transeúntes
9. CRITERIOS DE ACEPTACIÓN O RECHAZO
Se considerará que existe un lote cuando:-Los materiales de producción pertenecen a un mismo lote de materia prima.
-Los postes se fabrican en diferentes lotes.
9.1 Muestreo
El muestreo se realizará con base en los procedimientos y tablas estipuladas en la norma NTC-ISO 2859-1 “Procedimientos de muestreo para Inspección por Atributos. Parte 1: Planes de muestreo determinados por el nivel aceptable de calidad para inspección lote a lote” (Militar Standard 105 D "Sampling procedures and tables for inspection by atributes") y se acordará por las partes, previamente a la fecha de la realización de las pruebas y recepción de los bienes. Para el desarrollo de las pruebas es indispensable que los instrumentos involucrados estén calibrados.9.2 Aceptación o Rechazo
Si el número de elementos defectuosos es menor o igual al correspondiente número de defectuosos (dado en la norma NTC-ISO 2859-1 en la tercera columna de las Tablas 1 y 2), se deberá considerar que el lote cumple con los requisitos técnicos exigidos por Enel Colombia S.A., pero en caso contrario, el lote se rechazará.TABLA 1. PLAN DE MUESTREO PARA INSPECCION VISUAL Y DIMENSIONAL, NIVEL DE INSPECCION II, NAC = 2,5%
(NORMA NTC-ISO 2859-1 TABLA1 - TABLA 2A)
| TAMAÑO DEL LOTE | TAMAÑO DE LA MUESTRA | NUMERO PERMITIDO DE DEFECTUOSOS | NUMERO DEFECTUOSOS PARA RECHAZO |
| 2 a 8 | A = 2 | 0 | 1 |
| 9 a 15 | B = 3 | 0 | 1 |
| 16 a 25 | C = 5 | 0 | 1 |
| 26 a 50 | D = 8 | 1 | 2 |
| 51 a 90 | E = 13 | 1 | 2 |
| 91 a 150 | F = 20 | 1 | 2 |
| 151 a 280 | G = 32 | 2 | 3 |
| 281 a 500 | H = 50 | 3 | 4 |
| 501 a 1200 | J = 80 | 5 | 6 |
| 1201 a 3200 | K =125 | 7 | 8 |
| 3201 a 10000 | L =200 | 10 | 11 |
TABLA 2. PLAN DE MUESTREO PARA LOS ENSAYOS MECANICOS, NIVEL DE INSPECCION ESPECIAL S-3, NAC = 2,5%
(NORMA NTC-ISO 2859-1 TABLA1 - TABLA 2A)
| TAMAÑO DEL LOTE | TAMAÑO DE LA MUESTRA | NUMERO PERMITIDO DE DEFECTUOSOS | NUMERO DEFECTUOSOS PARA RECHAZO |
| 2 a 8 | A = 2 | 0 | 1 |
| 9 a 15 | A = 2 | 0 | 1 |
| 16 a 25 | B = 3 | 0 | 1 |
| 26 a 50 | B = 3 | 0 | 1 |
| 51 a 90 | C = 5 | 1 | 2 |
| 91 a 150 | C = 5 | 1 | 2 |
| 151 a 280 | D = 8 | 1 | 2 |
| 281 a 500 | D = 8 | 1 | 2 |
| 501 a 1200 | E = 13 | 1 | 2 |
| 1201 a 3200 | E = 13 | 1 | 2 |
| 3201 a 10000 | F = 20 | 1 | 2 |
Enel Colombia S.A. se reserva el derecho de descartar las propuestas que no ofrezcan pruebas o si las ofrecidas son consideradas insuficientes para garantizar la calidad de los postes metálicos.
Para efectuar cualquier despacho, es requisito indispensable una autorización escrita de Enel Colombia S.A., la cual será expedida con base en los resultados de las pruebas realizadas en fábrica y/o la aprobación del protocolo de pruebas realizadas por el fabricante a los bienes solicitados.
10. PRUEBAS
Las pruebas y ensayos para la recepción de los materiales serán efectuados en presencia de los representantes de Enel Colombia S.A.; así mismo se realizarán en las instalaciones del proveedor quien deberá asumir su costo y proporcionar el material, equipos y personal necesario para tal fin.Si los resultados de las pruebas o los equipos de prueba no son confiables, éstas igualmente podrán ser realizadas o repetidas a costa del proveedor en laboratorios acreditados ante la ONAC (Organismo Nacional de Acreditación de Colombia), o un organismo internacional reconocido para la elaboración de pruebas.
Enel Colombia S.A. se reserva el derecho de realizar una inspección durante el proceso de fabricación; para tal efecto el proveedor suministrará los medios necesarios para facilitar la misma.
10.1 Prueba Dimensional
La verificación de las dimensiones se hará con los instrumentos de medida que den la aproximación requerida (cinta metálica con divisiones de 1 mm para longitudes y calibrador para los diámetros y espesores). El tamaño de la muestra deberá estar de acuerdo con el apartado 7 de la presente especificación.10.2 Análisis Químico
Se efectuará el análisis químico de acuerdo a lo requerido en el numeral 6.2 de la presente especificación y las normas NTC 23 y 180 (carbono), NTC 27 (azufre), NTC 181 (fósforo), NTC 24 o 25 (manganeso), NTC 26 o 28 (silicio) o en su defecto se aceptará un certificado de calidad de los materiales empleados, emitido por un laboratorio reconocido y aprobado por Enel Colombia S.A. El análisis químico puede ser realizado en un espectómetro calibrado con los patrones correspondientes.10.3 Prueba Mecánica
Los postes metálicos curvos para alumbrado público deben cumplir con la prueba de resistencia a la rotura de 150 kgf.10.4 Prueba del Galvanizado
Esta prueba se hará de acuerdo con la norma NTC 2076.Para los elementos de fijación, tornillos, tuercas y arandelas se harán las pruebas de acuerdo a la NTC 3241 con los siguientes requisitos:
| PRUEBA DE GALVANIZADO | |
| ELEMENTO | NUMERO DE INMERSIONES |
| Ángulos, Platinas | 6 |
| Tornillos, Parte no roscada | 6 |
| Parte roscada | 4 |
| Arandelas | 4 |
La prueba de espesor de galvanizado puede realizarse con un elcómetro debidamente calibrado
11. EMPAQUE Y TRANSPORTE
Deben ser empacados en forma individual, adecuadamente para resistir las condiciones de humedad e impacto que pueden presentarse durante el transporte desde fábrica hasta las bodegas de la Compañía y durante su almacenamiento.Para ello los postes metálicos deben contar con un recubrimiento total elaborado de cartón resistente y plástico.
En caso de que los postes no cuenten con la protección indicada, o si ésta no cumple con los requerimientos para la conservación de su estado original, Enel Colombia S.A. rechazará los materiales.
Es obligación del FABRICANTE, una vez aceptado el material, entregar las recomendaciones especiales a tener en cuenta para la manipulación, transporte e instalación de los postes metálicos, así como de sus elementos y accesorios (bases para cimentación, brazos, etc.). Estas recomendaciones deben ser acatadas y adoptadas por el Contratista de obra, durante el transporte, almacenamiento, manipulación e instalación del poste.
12. REQUISITOS DE LAS OFERTAS
El oferente deberá incluir con su propuesta, la siguiente información:- Relación de los bienes cotizados.
- Información del oferente
- Planilla de características técnicas garantizadas, la cual deberá ser diligenciada completamente en Excel.
- Catálogos originales completos y actualizados del fabricante, que correspondan a los bienes cotizados, en la planilla de características técnicas garantizadas.
- Protocolos de pruebas de acuerdo con las normas indicadas en el numeral 10 de la presente especificación. En tales protocolos se deberán anotar las fechas de fabricación y pruebas del equipo, para permitir la verificación de las características técnicas garantizadas.
- Certificaciones: certificación del sistema de calidad y certificaciones de producto con norma técnica y con RETILAP.
- Evidencia técnica: relación de clientes, evidencia de su capacidad técnica y experiencias relacionadas con los materiales y/o equipos cotizados.
- Carta de garantía de los bienes cotizados.
- Excepciones técnicas: apartado en el cual se deben relacionar las excepciones de carácter exclusivamente técnico de la oferta, respecto a los bienes solicitados. Si la oferta no presenta excepción, se indicaría expresamente en el mismo “NO HAY EXCEPCIONES”
- Información adicional que considere aporta explicación a su diseño (dibujos, detalles, características de operación, dimensiones y pesos de los materiales ofertados).
Adicionalmente, el fabricante debe incluir la anterior información en formato electrónico en un CD
Enel Colombia S.A. podrá descartar ofertas que no cumplan con las anteriores disposiciones, sin expresión de causa ni obligación de compensación.
13. GARANTÍA DE FÁBRICA
Enel Colombia S.A E.S.P requiere como mínimo, un período de garantía de fábrica de cuarenta y ocho (48) meses, a partir de la entrega de los postes metálicos.14. INSPECCIÓN EN FÁBRICA
El suministrador enviará con no menos de quince (15) días calendario de anticipación, a la fecha programada para la realización de las pruebas en fábrica, el formato de protocolos de pruebas y copia de las normas en inglés o castellano utilizadas para tal fin. Enel Colombia informará por escrito su conformidad con las pruebas requeridas.El Ingeniero RESPONSABLE de Enel Colombia podrá inspeccionar en las instalaciones del PROVEEDOR o FABRICANTE y de sus Subcontratistas el proceso de fabricación y pruebas, y solicitar la información y ensayos que a su juicio resulten necesarias para verificar el cumplimiento de los requisitos estipulados en este documento. El PROVEEDOR debe brindar plena colaboración al RESPONSABLE en el cumplimiento de sus funciones.
El valor de las pruebas y ensayos debe incluirse en los precios cotizados en la propuesta. Enel Colombia se reserva el derecho de descartar las propuestas que no ofrezcan pruebas, o si las ofrecidas son consideradas insuficientes para garantizar la calidad de los bienes.
-Antes de su fabricación masiva el diseño prototipo de los postes deberá ser previamente validado y probado en fabrica por los ingenieros inspectores de Enel Colombia.
15. CERTIFICADOS DE CONFORMIDAD Y SISTEMA DE CALIDAD
El oferente adjuntará con su propuesta, para el fabricante de los bienes cotizados, el certificado de conformidad con norma técnica y RETILAP expedido por una entidad autorizada por la ONAC y el certificado de gestión de calidad de acuerdo con la norma ISO 9001, expedida por una entidad acreditada.16. ANEXOS
ANEXO 1: REQUERIMIENTOS POSTES METÁLICOS CURVOS PARA AP| ITEM | DESCRIPCION DEL MATERIAL | FABRICANTES |
| Poste metálico sencillo curvo 9 m para AP con zócalo faceteado | ||
| Poste metálico doble curvo 9 m para AP con zócalo faceteado | ||
| Poste metálico doble propósito curvo 9 m para AP con zócalo faceteado |
ANEXO 2: INFORMACIÓN GENERAL DEL PROPONENTE
| DATOS DEL PROPONENTE | |
| NOMBRE DEL PROPONENTE | |
| DIRECCIÓN | |
| CIUDAD | |
| PAIS | |
| TELÉFONO | |
| FAX | |
| PERSONA DE CONTACTO | |
| La persona de contacto, es la responsable de la oferta técnica a la cual se acudirá en caso de consulta o aclaración. | |
ANEXO 3: CARACTERÍSTICAS TÉCNICAS
| POSTES METALICOS CURVOS PARA AP CON ZÓCALO EN LÁMINA FACETEADA | ||||
| N° | DESCRIPCION | SOLICITADO | OFERTADO | |
| 1 | Fabricante | |||
| 2 | Normas aplicadas | |||
| DIMENSIONALES | ||||
| 3 | Tipo de poste | Con Brazo Sencillo: 9m | ||
| Con Brazo Doble: 9m | ||||
| Con Brazo Doble propósito: 9m - 6m | ||||
| 4 | Diámetro en la cima (mm) | |||
| 5 | Diámetro en la base (mm) | |||
| 6 | Peso total (kg) | |||
| 7 | Espesor del poste | |||
| 8 | Numero de secciones | |||
| 9 | Longitud de cada sección | |||
| 10 | Peso de cada sección | |||
| 12 | Describir sistema de acoplamiento | |||
| PRUEBAS MECANICAS | ||||
| 13 | Carga mínima de rotura (kgf) | 220 | ||
| 14 | Carga de trabajo (kgf) | 140 | ||
| 15 | Deflexión máxima (mm) | 300 | ||
| 16 | Garantiza elaboración del prototipo para ser evaluado previamente por personal de Enel Colombia antes de su fabricación | SI | ||
| GALVANIZADO | ||||
| 17 | Norma | |||
| 18 | Clase | |||
| 19 | Espesor revestimiento | |||
| ESQUEMA DE PINTURA | ||||
| 20 | Color (referencia RAL) | |||
| 21 | Posee recubrimiento (Si/No) | |||
| 22 | Espesor de recubrimiento con pintura e imprimante (en micras) | |||
| 23 | Adherencia (PSI) | |||
| PROTECCIÓN PARA EL TRANSPORTE | ||||
| 24 | Incluye protección con cartón (Si/No y describir) | |||
| 25 | Incluye protección con plástico (Si/No y describir) | |||
| OTROS | ||||
| 26 | Conector de puesta a tierra interno al poste? (Si/No y describir) | |||
| RESULTADO DE EVALUACIÓN TÉCNICA | ||||
| 27 | Certificación del sistema de calidad | Entidad acreditadora | ||
| Número de acreditación | ||||
| Fecha de aprobación (Día/Mes/Año) | ||||
| Vigencia | ||||
| Adjunta el certificado (Si/No) | ||||
| 28 | Certificación de producto con norma técnica | Entidad acreditadora | ||
| Número de acreditación | ||||
| Fecha de aprobación (Día/Mes/Año) | ||||
| Vigencia | ||||
| Norma técnica con la cual se certifica | ||||
| Adjunta el certificado (Si/No) | ||||
| 29 | Certificación de producto con RETILAP | Entidad acreditadora | ||
| Número de acreditación | ||||
| Fecha de aprobación (Día/Mes/Año) | ||||
| Vigencia | ||||
| Adjunta el certificado (Si/No) | ||||
| RESULTADO DE EVALUACIÓN REGULATORIA | ||||
| 30 | Observaciones | |||
DATOS ADICIONALES
Revisión #
3
Fecha de entrada en vigencia
Actividad de los usuarios
Para hacer comentarios debe iniciar sesión o registrarse aquí