ET-AT433 Abrazadera sin salida de 3” x 3/8” para líneas de transmisión
- Contenido
1. OBJETO
Esta especificación técnica tiene por objeto establecer las características y requisitos técnicos que deben cumplir y los ensayos a los cuales deben ser sometidos las abrazaderas sin salida para líneas de transmisión que solicitará Enel Colombia S.A. ESP.
2. ALCANCE
Esta especificación técnica se aplicará en todas las abrazaderas de 3” X 3/8” sin salida para líneas de transmisión que adquiera Enel Colombia S.A. ESP.
3. SERVICIO
Estos herrajes se usan para montar y/o fijar otros elementos a postes y son de servicio continuo.
4. REQUISITOS
Son elementos de características geométricas y mecánicas tales que les permiten adaptarse a las limitaciones impuestas por otros elementos y por los postes.
Las abrazaderas de 3” X 3/8” sin salida deberán estar formadas por dos elementos en forma circunferencial con pestañas, las platinas deben ser de alta calidad y cumplir la norma NTC – 422; si la abrazadera es estampada en frío, el acero debe ser de bajo silicio o sea menor de 0,05% (A36 - SAE1010 ó SAE1020) o en su defecto, deberá ser estampada en caliente.
Los tornillos o pernos, tuercas y arandelas deberán estar de acuerdo con las normas que disponga Enel Colombia para tal fin o en su defecto con las normas NTC – 858 y ANSI/ASME B1.1 –1982, las dimensiones finales serán las de la norma anterior, deberán ser galvanizadas según norma NTC 2076.
4.1 GEOMÉTRICOS.
La platina utilizada será de 3” X 3/8” (76,2 X 9,52 mm) y la forma y dimensiones se muestran en la figura 1
4.2 QUÍMICOS.
Las platinas deben cumplir con los siguientes requisitos, de la tabla 1:
TABLA 1
| REQUISITOS QUIMICOS DE LAS PLATINAS | ||
| ELEMENTO | SAE 1010 | SAE 1020 |
| % Carbono | 0,08 a 0,13 | 0,18 a 0,22 |
| % Fósforo, máx. | 0,05 | 0,05 |
| % Azufre, máx | 0,05 | 0,05 |
| % Manganeso | 0,3 a 0,6 | 0,3 a 0,6 |
| % Silicio, máx | 0,05 | 0,05 |
Nota: Se pueden usar aceros equivalentes con la previa autorización de Enel Colombia S.A. ESP
La capa de material de cinc utilizado será de calidad especial según norma NTC 2076 (tabla 2)
TABLA 2
| COMPOSICIÓN QUIMICA DEL CINC ( % ) | ||||
| GRADO | Plomo máx | Hierro máx | Cadmio máx | Cinc, mín |
| Especial | 0,03 | 0,02 | 0,02 | 99,9 |
4.3 MECÁNICOS.
Las platinas utilizadas para la fabricación de las abrazaderas sin salida para líneas de transmisión deben tener los siguientes requisitos mínimos:
- Resistencia a la tracción 34,7 Kg/mm 2 (340 MN/m 2 ).
- Límite mínimo de fluencia 18,4 Kg/mm 2 (180 MN/m 2 ).
- Elongación 30% en 50 mm(2 pulg.).
4.3.1 Doblado en caliente.
La temperatura máxima permitida es de 650 grados centígrados. El fabricante debe garantizar ésta temperatura sobre la platina; se recomienda el uso de tiza térmicas de 620 grados y de 650 grados centígrados.
4.4 REQUISITOS DEL RECUBRIMIENTO
Las abrazaderas serán totalmente galvanizadas por inmersión en caliente y deberán cumplir con las especificaciones técnicas de la norma NTC 2076 y deben estar libres de burbujas, áreas sin revestimiento, depósitos de escoria, manchas negras y cualquier otro tipo de inclusiones o imperfecciones.
Las platinas se galvanizan con clase B-2 y los elementos roscados con clase C según Norma NTC 2076 (tabla 3).
TABLA 3
| REQUISITOS DE GALVANIZADO | ||||
| ELEMENTO | PROMEDIO | MINIMO | ||
| gr/m2 | mmm | gr/m2 | mmm | |
| Platinas | 458 | 65,4 | 381 | 54,4 |
| Elementos Roscados | 397 | 56,6 | 336 | 48 |
4.5 REQUISITOS DEL ACABADO
Los perfiles deben ser de una sola pieza, libres de soldaduras, libres de deformaciones, fisura, aristas cortantes, y defectos de laminación. No se permiten dobleces ni rebabas en las zonas de corte, perforadas o punzadas. El galvanizado debe estar libre de burbujas, depósitos de escorias, manchas negras, excoriaciones y/u otro tipo de inclusiones.
5. CRITERIOS DE ACEPTACION O RECHAZO
Para este caso se considerará que existe un lote cuando, los materiales de la platina y los demás elementos pertenecen a un mismo lote de producción de materia prima y un mismo lote de producción, de no ser así deberá tomarse como lotes, por los diferentes aspectos de materia prima y de producción.
5.1 Muestreo
A menos que se especifique otra condición, el muestreo se llevará a cabo tomando muestras para cada prueba de acuerdo a lo indicado en las Tablas 4y 5, según la norma NTC –ISO 2859-1.
5.2 Aceptación o Rechazo
Si el número de elementos defectuosos es menor o igual al correspondiente número de defectuosos dado en la tercera columna de las Tablas 4 y 5, se deberá considerar que el lote cumple con los requisitos relacionados en el numeral 6 de esta Especificación; en caso contrario el lote se rechazará.
TABLA 4
PLAN DE MUESTREO PARA INSPECCION VISUAL Y DIMENSIONAL
(NIVEL DE INSPECCION II, NAC = 2,5%)
(NORMA NTC-ISO 2859-1 TABLA1 - TABLA 2A)
| TAMAÑO DEL LOTE | TAMAÑO DE LA MUESTRA | NUMERO PERMITIDO DE DEFECTUOSOS | NUMERO DEFECTUOSOS PARA RECHAZO |
| 2 a 8 | A = 2 | 0 | 1 |
| 9 a 15 | B = 3 | 0 | 1 |
| 16 a 25 | C = 5 | 0 | 1 |
| 26 a 50 | D = 8 | 1 | 2 |
| 51 a 90 | E = 13 | 1 | 2 |
| 91 a 150 | F = 20 | 1 | 2 |
| 151 a 280 | G = 32 | 2 | 3 |
| 281 a 500 | H = 50 | 3 | 4 |
| 501 a 1200 | J = 80 | 5 | 6 |
| 1201 a 3200 | K =125 | 7 | 8 |
| 3201 a 10000 | L =200 | 10 | 11 |
TABLA 5
PLAN DE MUESTREO PARA LOS ENSAYOS MECÁNICOS
(NIVEL DE INSPECCIÓN ESPECIAL S-3, NAC = 2,5%)
(NORMA NTC-ISO 2859-1 TABLA1 - TABLA 2A)
| TAMAÑO DEL LOTE | TAMAÑO DE LA MUESTRA | NUMERO PERMITIDO DE DEFECTUOSOS | NUMERO DEFECTUOSOS PARA RECHAZO |
| 2 a 8 | A = 2 | 0 | 1 |
| 9 a 15 | A = 2 | 0 | 1 |
| 16 a 25 | B = 3 | 0 | 1 |
| 26 a 50 | B = 3 | 0 | 1 |
| 51 a 90 | C = 5 | 1 | 2 |
| 91 a 150 | C = 5 | 1 | 2 |
| 151 a 280 | D = 8 | 1 | 2 |
| 281 a 500 | D = 8 | 1 | 2 |
| 501 a 1200 | E = 13 | 1 | 2 |
| 1201 a 3200 | E =13 | 1 | 2 |
| 3201 a 10000 | F =20 | 1 | 2 |
6. PRUEBAS E INFORME
6.1 Prueba Dimensional
La verificación de las dimensiones se hará con los instrumentos de medida que den la aproximación requerida (cinta metálica con divisiones de 1 mm para longitudes y calibrador para los diámetros y espesores). El tamaño de la muestra deberá estar de acuerdo con la Tabla 4.
6.2 Análisis Químico
Se efectuará el análisis químico de acuerdo a lo requerido en el numeral 4.2 y las normas NTC 23 y 180 (carbono), NTC 27 (azufre), NTC 181 (fósforo), NTC 24 o 25 (manganeso), NTC 26 o 28 (silicio) o en su defecto se aceptará un certificado de calidad de los materiales empleados, emitido por un laboratorio reconocido y aprobado por Enel Colombia S.A. ESP. El análisis químico puede ser realizado en un espectrómetro calibrado con los patrones correspondientes.
6.3 Prueba Mecánica
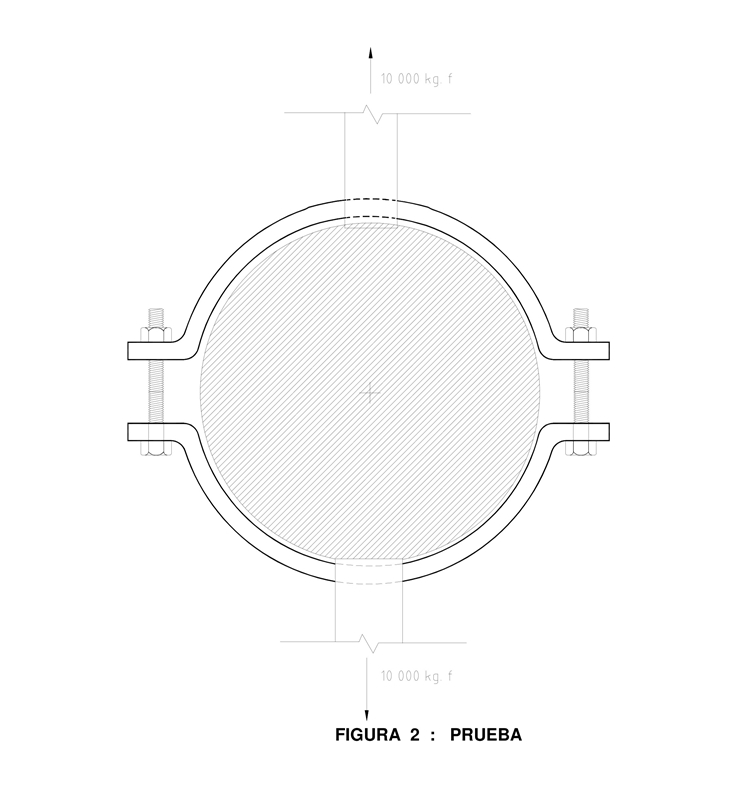
6.3.1 Ensayo de tracción y de flexión
Las abrazaderas deben poder soportar una carga mínima de 10.000 kg-f según el montaje de ensayos mostrados en la figura 2 sin que se presenten agrietamientos o roturas. Mantener la carga por un minuto. Llevar a carga de rotura con un valor mínimo de 14.000 kg-f.
6.3.2 Ensayo de doblamiento
Las platinas deben ser sometidas a doblamiento de 180º sin que se presente agrietamiento del acero en la parte exterior, según norma NTC 1.
6.3.3 Ensayo de Desdoblamiento
Como prueba de rutina se debe efectuar un enderezamiento a 30º en los dobleces donde van alojados los tornillos sin que se presente ningún agrietamiento.
6.4 Prueba del Galvanizado
Esta prueba se hará de acuerdo a la norma NTC 2076.
Para los elementos de fijación - tornillos, tuercas, arandelas se harán las pruebas de acuerdo a la NTC 3241 con los siguientes requisitos establecidos en la tabla Nº 6.
TABLA 6
PRUEBA DE GALVANIZADO
| ELEMENTO | NUMERO DE INMERSIONES |
| Ángulos, Platinas | 6 |
| Tornillos, Parte no roscada | 6 |
| Parte roscada | 4 |
| Arandelas | 4 |
La prueba de espesor de galvanizado puede ser con elcometro debidamente calibrado
6.5 Informe de Pruebas
El informe del proveedor que presentará a Enel Colombia S.A. ESP deberá seguir las instrucciones y llenar los formatos contenidos en el Manual de Inspección , adicionando, si fuera el caso, sus observaciones y comentarios. (La totalidad de las pruebas deberán hacerse con la presencia de un funcionario de Enel Colombia S.A. ESP).
6.5.1 Dimensiones de las muestras.
6.5.2 Resultados del análisis químico o certificado de la calidad del acero.
6.5.3 Resultados de la prueba de tracción.
6.5.4 Resultados de la prueba de doblamiento.
6.5.5 Resultados del espesor y la adherencia de la capa de galvanizado.
6.5.6 Resultado de la prueba de desdoblamiento.
7. EMPAQUE Y ROTULADO
7.1 Empaque
Las abrazaderas se empacarán en cajas de madera de tal manera que no sufran durante el transporte, manipuleo y almacenamiento;
Los tornillos irán engrasados, con sus tuercas y arandelas instaladas y a su vez instalados en las abrazaderas.
7.2 Rotulado
En cada caja se colocará un rótulo con la siguiente información.
7.2.1 Especificación del contenido con su referencia.
7.2.2 Nombre y razón social del proveedor.
7.2.3 País de origen.
7.2.4 Cantidad de elementos.
7.2.5 Peso unitario, peso total bruto y neto.
7.2.6 Nombre de Enel Colombia S.A. ESP.
7.2.7 Número de contrato o pedido.
7.2.8 Fecha de entrega.
7.2.9 Código de Almacén (SAP).
7.3 Marcación.
Se deben marcar las piezas en altorrelieve o bajorrelieve con el nombre de Enel Colombia S.A. ESP y el logotipo o nombre del fabricante con letras de 6 mm o más.
8. NORMAS ADICIONALES
- NTC 1 Ensayo de doblamiento para productos metálicos.
- NTC 2 Ensayo de tracción para productos de acero.
- NTC 23 Determinación gravimétrica de carbono por combustión directa, en aceros al carbono.
- NTC 24 Determinación del manganeso en aceros al carbono. Método del persulfato.
- NTC 25 Determinación del manganeso en aceros al carbono.
- NTC 26 Determinación del silicio en aceros al carbón.
- NTC 27 Determinación de azufre en aceros al carbono. Método de evolución.
- NTC 28 Determinación del silicio en aceros al carbono. Método del ácido sulfúrico.
- NTC 180 Método gasométrico para determinación de carbono por combustión directa en hierros y aceros al carbono.
- NTC 181 Aceros al carbono y fundiciones de hierro. Método alcalimétrico para determinación de fósforo.
- NTC 402 Segunda revisión. Metalurgia. Perfiles de acero laminados en caliente. Ángulos de alas iguales y ángulos de alas desiguales. Tolerancias en dimensiones y en masa .
- NTC 422 Perfiles livianos y barras de acero al carbono acabadas en frío.
- NTC 858 Pernos y Tuercas
- NTC 1097 Control estadístico de calidad , inspección por atributo, planeo de muestra única, doble y múltiple.
- NTC 1645 Pernos y tuercas
- NTC 1920 Metalurgia. Acero estructural.
- NTC 1985 Siderúrgica. Acero de calidad estructural, de alta resistencia y baja aleación, al columbo vanadio.
- NTC 2076 Electricidad . Galvanizado por inmersión en caliente para herrajes y perfiles estructurales de hierro y acero.
- NTC 2663 Electrotecnia . Abrazaderas o collarines.
- NTC 3241 Siderurgia. Determinación del espesor más delgado del recubrimiento de zinc. (galvanizado) en artículos de hierro y acero por inmersión de sulfato de cobre ( método preece).
- NTC 3320 Siderurgia. Recubrimiento de zinc. (galvanizado) por inmersión en caliente en productos de hierro y acero.
- ASTM A385 Standard practice for providing high quality zinc coatings (hot dip)
- ASTM A563 Standard Specification for carbon and alloy steel nuts.
- SAE 1010
- SAE 1020
FIGURA 1 : DIMENSIONAL

FIGURA 2 : PRUEBA
INFORME DE PRUEBAS
(Este informe debe presentarlo el Fabricante a Enel Colombia S.A. ESP)
(La totalidad de las pruebas debe hacerse con presencia de un funcionario de Enel Colombia S.A. ESP)
1.0 Prueba dimensional.
Diámetro de la abrazadera sin salida armada _____________
1.1 Cuerpo superior.
Espesor de la Platina de 3/8” _____________
Ancho de la Platina 3 “ _____________
Tamaño de los agujeros 20 diámetro
A _____________
B _____________
Posición de los agujeros
A _____________
B _____________
Radios de curvatura mayor 25 mm. _____________
1.2 Cuerpo inferior
Espesor de la Platina de 3/8” _____________
Ancho de la Platina 3 “ _____________
Tamaño de los agujeros 20 diámetro
A _____________
B _____________
Posición de los agujeros
A _____________
B _____________
Radios de curvatura mayor 25 mm. _____________
1.3 Tornillos Hexagonales
Distancia entre caras _____________
Altura del hexágono _____________
Longitud del Tornillo _____________
Diámetro de la rosca _____________
Ajuste entre tornillo y tuerca _____________
Ajuste con tuerca patrón _____________
1.4 Tuerca
Altura de la tuerca _____________
Distancia entre Caras _____________
Ajuste con tornillo patrón _____________
1.5 Arandela de presión
Altura de la arandela _____________
Diámetro interno _____________
Diámetro externo _____________
2.0 Pruebas de Galvanizado
2.1 Cuerpo superior.
Espesor de Galvanizado prom. _____________ Mín _____________
Adherencia _____________ Inspección visual _____________
2.2 Cuerpo inferior.
Espesor de Galvanizado prom. _____________ Mín _____________
Adherencia _____________ Inspección visual _____________
2.3 Tornillos de Hexagonales
Espesor de Galvanizado prom. _____________ Mín _____________
Adherencia _____________ Inspección visual _____________
2.4 Tuerca
Espesor de Galvanizado prom. _____________ Mín _____________
Adherencia _____________ Inspección visual _____________
2.5 Arandela
Espesor de Galvanizado prom. _____________ Mín _____________
Adherencia _____________ Inspección visual _____________
3.0 Prueba Química
3.1 Carbono norma NTC 23 y 180 _____________
3.2 Azufre norma NTC 27 _____________
3.3 Fósforo NTC 181 _____________
3.4 Silício NTC 26 o 28 _____________
4.0 Prueba mecánica
4.1 Ensayo de Tracción
a. 10.000 kg-f _____________
b. 14.000 kg-f _____________
4.2 Ensayo de doblamiento _____________
4.3 Ensayo de desdoblamiento _____________
Fabricante _____________
_____________________________
Cargo
Nombre
C.C.
Funcionario Enel Colombia S.A. ESP
_____________________________
Cargo
Nombre.
N° Asignado
(Debe llenarse un formato por cada elemento inspeccionado)
DATOS ADICIONALES
Revisión #
0
Fecha de entrada en vigencia
Actividad de los usuarios
Para hacer comentarios debe iniciar sesión o registrarse aquí